


Vispārīgās tehnoloģijas
GB / T19228.2-2011
Vispārīgās tehniskās prasības nerūsējošā tērauda caurulēm
GB / T19228-2011 pamatā ir GB / T12771-2008, tāpēc šādas tehniskās prasības attiecas arī uz citām vispārējas nozīmes nerūsējošā tērauda caurulēm.
Ⅰ. Izmērs un tolerance
Apaļums: pieļaujamā ārējā diametra novirze C ir ± 0,5% D, DN150-300, 0,75% D zem DN150;
Biezums: pieļaujamā novirze: ± 10% S;
Garums: 3000-9000mm, arī pēc vajadzības var pielāgot, pieļaujamā novirze: 0 ~ +20 mm;
Lieces grāds: 2mm / M;
Slīpums: tērauda cauruļu porta slīpumam jāatbilst šajā tabulā norādītajām prasībām.
Ⅱ. Svara aprēķināšanas metode
Nerūsējošā tērauda caurule parasti tiek piegādāta atbilstoši teorētiskajam svaram, un to var piegādāt arī pēc faktiskā svara pēc sarunām. Piegādājot pēc teorētiskā svara, teorētisko svaru aprēķina pēc formulas (I)
| Nerūsējošā tērauda blīvējums un teorētiskā svara formula | |||||
| Nē. | Jauna pakāpe | Vecā pakāpe | Blīvums | Pārvērstā formula | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S, DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S, DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | W = 0,024 35S (DS) | |
| Nerūsējošā tērauda cauruļu porta slīpums | |
| Caurules ārējais diametrs | 切 斜 ≤ slīpi≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| 50–108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
Piezīme:
W - tērauda caurules teorētiskais svars kilogramos uz metru (kg / m);
Π = 3,1416;
S - tērauda caurules nominālais sienas biezums milimetros (mm);
D - tērauda caurules nominālais ārējais diametrs milimetros (mm):
P - Nerūsējošā tērauda blīvums kg / dm3, lūdzu, pārbaudiet šajā tabulā katras klases blīvumu.
| Tehniskās prasības | |||
| Tērauda caurules materiāla kategorijai un piemērojamajiem apstākļiem jāatbilst šādām prasībām | |||
| Nē. | Jauna pakāpe | Vecā pakāpe | Piemērojamie nosacījumi |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Dzeramais attīrīts ūdens, ikdienas dzeramais ūdens, gaiss, medicīniskā gāze, auksts ūdens, karsts ūdens utt. |
| Dzeramais attīrīts ūdens, auksts ūdens, karsts ūdens utt. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Lietojumi, kuriem nepieciešama lielāka izturība pret koroziju nekā 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Lietojumi, kuriem nepieciešama lielāka izturība pret koroziju nekā 06Cr17Ni12Mo2 |
Piemērojamā vide ar augstāku skābekļa jonu barotni
| Nerūsējošā tērauda cauruļu pakāpe un ķīmiskais sastāvs (kausēšanas analīze) | ||
| Nē. | Vienotais digitālais kods | Ķīmiskais sastāvs (masas daļa) /% |
| Tērauda caurules mehāniskajām īpašībām jāatbilst šīs tabulas prasībām。 |
Norādītais neproporcionālais pagarinājuma stiprums
Stiepes izturība Rm / Mpa
Pagarinājums pēc lūzuma A /%
Termiskās apstrādes statuss
Termiskās apstrādes statuss
Produktu vitrīna
Produkta korpuss
Apraksts
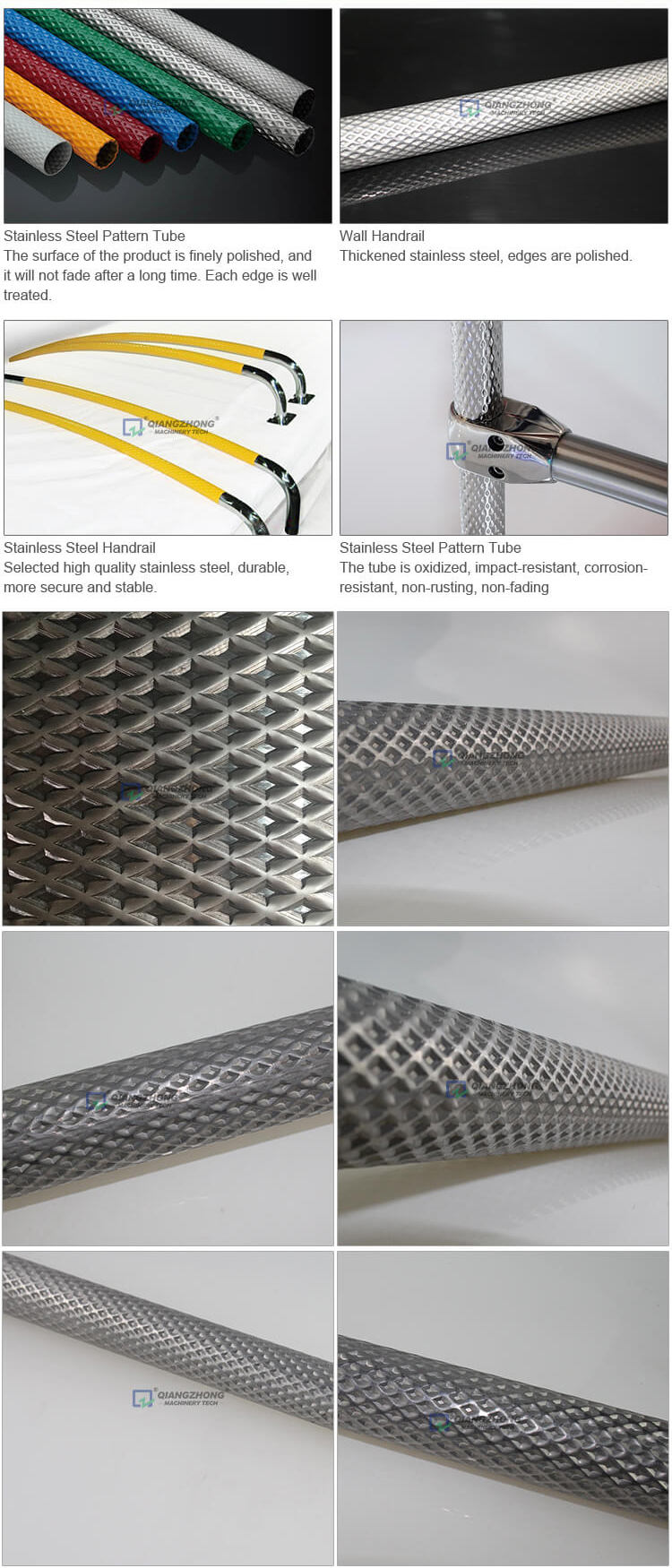
Nerūsējošā tērauda paraugcaurule
- Caurule galvenokārt ir metināta caurule vai modeļa caurule, ko parasti izmanto kā margas vai rotājumus, kuru materiāls parasti ir 304 nerūsējošais tērauds vai labāks. Tās ražošanas process ir tas, ka vispirms presēšanas parauga caurule tiek presēta ar tērauda sloksnēm, un pēc tam vispārējā metināšanas metināšana, visbeidzot kodināšana un pulēšana.
- Parasti tas ir dimanta vai apļveida raksts, izmantojot tērauda sloksnes reljefu un tērauda ruļļu metināšanu.
Tās diametrs parasti ir 22mm-48mm, galvenais pielietojums: mājas dekorēšana, kāpņu barikāžu margas, cauruļu rokturi, automašīnu margas utt.
| φ25 x 1,5φ32 x 1,5 | Automašīna, autobuss |
| ~ 30 x 2,0 | Japāna |
| φ32 x 2φ32 x 2,5 | Ķīna |
| φ35 x1,5φ35 x 2,0 φ35 x 2,5 φ35 x 3.0 |
Honkonga, Dienvidkoreja |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
ES |
Nerūsējošā tērauda margu caurule, sienas margu caurule, margu caurule invalīdiem
Šim produktam ir jauna struktūra un vadošā tehnoloģija. Saskaņā ar margu īpašībām liešanas un caurules organiskā kombinācija nodrošina, ka margai ir augsta izturība un gludas virsmas līnijas. Margu savienošanas process atrisina problēmu, ka dažus stūri pēc margu metināšanas nevar apstrādāt ar virsmu. Saskaņā ar tehniskajām prasībām margas virsmu var apstrādāt ar suku, smilšu strūklu, knurlingu, aerosola krāsošanu un izsmidzināšanu. Pēc tam virsma tiek apstrādāta īpašā pretpiesārņojuma procesā, padarot to skaistu, bez eļļas un viegli tīrāmu. Īpašais metināšanas process margu izgatavošanai tiek vispusīgi uzraudzīts no darbības, aprīkojuma un procesa parametriem, lai nodrošinātu metināšanas kvalitāti.
| φ25 x 1,5φ32 x 1,5 | Automašīna, autobuss |
| φ30 x 1,2 | Japāna |
| φ32 x 2φ32 x 2,5 | Ķīna |
| φ35 x 2,0φ35 x 2,5 φ35 x 3.0 |
Honkonga, Dienvidkoreja |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
ES |





